全自动粉末成型液压机
全自动粉末成型液压机又称为粉末油压机、粉...



 全国服务热线
全国服务热线

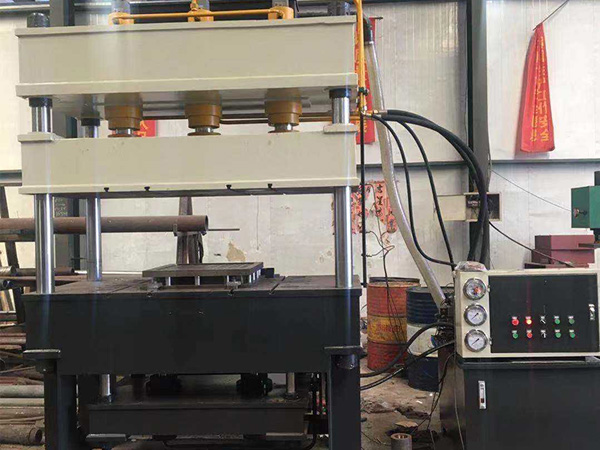
四柱液压机的液压传动系统由动力机构、控制机构、执行机构、辅助机构和工作介质组成。 动力机构通常采用油泵作为动力机构,一般为积式油泵。为了满足执行机构运动速度的要求, 选用一个油泵或多个油泵。低压(油压小于2.5MP)用齿轮泵;中压(油压小于6.3MP)用叶片泵;高压(油压小于32.0MP)用柱塞泵。各种可塑性材料的压力加工和成形,如不锈钢板钢板的挤压、弯曲、拉伸及金属零件的冷压成形,同时亦可用于粉末制品、砂轮、胶木、树脂热固性制品的压制。


| 项目 | 单位 |
YT32- |
YT32- |
YT32- |
YT32- |
YT32- |
YT2D32-800 |
YT2D32-800A |
YT2D32-800C |
YT2D32-800D |
|
|---|---|---|---|---|---|---|---|---|---|---|---|
| 公称力 |
kN |
5000 |
5000 |
5000 |
6300 |
6300 |
8000 |
8000 |
8000 |
8000 |
|
| 液体额定工作压力 |
MPa |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
|
| 回程力 | kN |
1000 |
1000 |
1000 |
1250 |
1250 |
1200 |
900 |
1200 |
1100 |
|
| 很大开口 | mm |
1500 |
1500 |
1500 |
1800 |
1800 |
1800 |
1700 |
1500 |
1600 |
|
| 滑块行程 |
mm |
900 |
900 |
900 |
1000 |
1000 |
1250 |
1500 |
900 |
1100 |
|
| 滑块速度 | 快下 | mm/s |
100 |
100 |
100 |
100 |
100 |
200 |
0.5-1 |
150 |
200 |
| 工作 | mm/s |
≤10 |
≤10 |
≤10 |
≤10 |
4-12 |
13 |
0.5-1 |
6-14 |
10-25 |
|
| 回程 | mm/s |
80 |
80 |
80 |
60 |
50 |
80-50 |
15 |
90 |
180 |
|
| 工作台尺寸 | 左右 | mm |
1400 |
2200 |
2400 |
1600 |
2600 |
2000 |
2800 |
1500 |
3200 |
| 前后 | mm |
1400 |
1400 |
1400 |
1600 |
1600 |
1600 |
2800 |
1500 |
2400 |
|
| 工作台距地面高度 | mm |
500 |
500 |
500 |
500 |
500 |
500 |
680 |
0 |
300 |
|
| 顶出缸顶出力 |
mm |
1000 |
1000 |
1000 |
1000 |
1250 |
1600 |
|
4000 |
1800 |
|
| 顶出缸行程 |
mm |
355 |
355 |
355 |
355 |
400 |
400 |
|
300 |
350 |
|
| 顶出缸速度 | 顶出 |
mm |
80 |
80 |
80 |
80 |
80 |
65 |
|
|
70 |
| 退回 |
mm |
160 |
160 |
160 |
160 |
160 |
115 |
|
|
110 |
|
| 顶出缸活塞上端面距工作台面很大距离 |
mm |
385 |
560 |
560 |
485 |
660 |
|
|
|
|
|
| 机器外形尺寸 | 左右 |
mm |
4100 |
4770 |
4810 |
4400 |
5170 |
5420 |
5210 |
4850 |
7314 |
| 前后 |
mm |
3500 |
3570 |
3570 |
3700 |
3770 |
3750 |
6225 |
2980 |
3540 |
|
| 地上高 |
mm |
5100 |
5740 |
5740 |
5745 |
6195 |
6290 |
5466 |
5600 |
5895 |
|
| 地下深 |
mm |
|
|
|
|
|
|
|
1160 |
2500 |
|
| 电动机功率 |
kW |
45 |
45 |
45 |
45 |
45 |
135 |
21.5 |
71 |
97 |
|